Trong kỹ thuật luyện kim và chế tạo máy, hàm lượng c trong gang đóng vai trò là nhân tố cốt lõi quyết định cấu trúc tinh thể và các đặc tính cơ lý của vật liệu. Việc hiểu rõ tỷ lệ carbon, thường dao động trên mức 2,14%, giúp kỹ sư tối ưu hóa quy trình đúc và xử lý nhiệt. Bài viết này phân tích sâu về giản đồ trạng thái Fe-C, sự hình thành graphit và cách kiểm soát thành phần hóa học để đạt hiệu suất cao nhất trong sản xuất công nghiệp.
Bản Chất Hóa Học Và Giản Đồ Pha Sắt-Carbon
Gang không đơn thuần là sắt pha trộn với carbon mà là một hệ hợp kim đa thành phần phức tạp. Điểm phân chia kinh điển giữa thép và gang nằm ở cột mốc 2,14% trên giản đồ pha Fe-Fe3C. Tại đây, hàm lượng c trong gang cao hơn giới hạn hòa tan tối đa của carbon trong austenite ở nhiệt độ 1147°C. Điều này dẫn đến sự hình thành của các pha dư thừa như xêmentit (Fe3C) hoặc graphit tự do trong quá trình kết tinh.
Sự hiện diện của carbon ảnh hưởng trực tiếp đến độ chảy loãng của kim loại lỏng. Khi hàm lượng c trong gang tiến dần về điểm cùng tinh (4,3% C), nhiệt độ nóng chảy của hợp kim giảm xuống mức thấp nhất (khoảng 1147°C). Đây là lý do tại sao gang có tính đúc vượt trội so với thép, cho phép điền đầy các khuôn đúc có hình dạng phức tạp và thành mỏng với độ chính xác cao.
Phân Loại Gang Dựa Trên Tổ Chức Tế Vi
Dựa vào trạng thái tồn tại của carbon, chúng ta chia gang thành hai nhóm lớn với những đặc tính kỹ thuật hoàn toàn khác biệt.
Nhóm 1: Gang Trắng (White Cast Iron)
Trong gang trắng, toàn bộ hàm lượng c trong gang tồn tại dưới dạng hợp chất hóa học xêmentit (Fe3C). Bề mặt gãy của loại gang này có màu sáng trắng đặc trưng, cực kỳ cứng nhưng rất giòn.
- Gang trắng trước cùng tinh: Tỷ lệ carbon nhỏ hơn 4,3%.
- Gang trắng cùng tinh: Tỷ lệ carbon đạt đúng điểm 4,3%.
- Gang trắng sau cùng tinh: Tỷ lệ carbon vượt mức 4,3%.
Do độ cứng rất cao (HB 400-500), gang trắng chủ yếu được dùng làm vật liệu trung gian để ủ thành gang dẻo hoặc đúc các chi tiết chịu mài mòn cực lớn như bi nghiền, cánh bơm bùn.
Nhóm 2: Gang Graphit (Graphitic Cast Iron)
Ngược lại với gang trắng, phần lớn hàm lượng c trong gang ở đây tồn tại dưới dạng graphit tự do. Tùy thuộc vào hình dạng của các tinh thể graphit này mà chúng ta có các phân loại cụ thể:
- Gang xám: Graphit dạng tấm (vảy). Đây là loại phổ biến nhất vì giá thành rẻ và khả năng giảm chấn (hấp thụ rung động) tuyệt vời.
- Gang cầu: Graphit dạng hình cầu nhờ quá trình biến tính bằng Magie (Mg) hoặc Xêri (Ce). Loại này có độ bền kéo tiệm cận với thép.
- Gang dẻo: Graphit dạng cụm bông, được tạo ra bằng cách ủ gang trắng ở nhiệt độ cao trong thời gian dài.
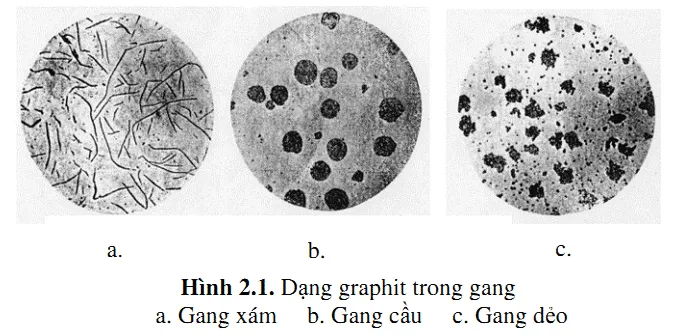 Giản đồ pha và cấu trúc tinh thể của các loại gang phổ biếnHình 1: Mô tả tổ chức tế vi của gang dựa trên sự chuyển biến pha của carbon.
Giản đồ pha và cấu trúc tinh thể của các loại gang phổ biếnHình 1: Mô tả tổ chức tế vi của gang dựa trên sự chuyển biến pha của carbon.
Công Thức Carbon Tương Đương (Carbon Equivalent – CE)
Trong thực tế sản xuất, không chỉ có carbon mà các nguyên tố khác như Silic và Phốt pho cũng ảnh hưởng đến tính chất của gang. Các kỹ sư sử dụng chỉ số CE để đánh giá tổng hợp tầm quan trọng của hàm lượng c trong gang cùng các phụ gia:
$$CE = %C + frac{%Si + %P}{3}$$
Nếu CE < 4,3%, gang ở trạng thái trước cùng tinh. Nếu CE > 4,3%, gang ở trạng thái sau cùng tinh. Việc tính toán chính xác CE giúp dự đoán khả năng hình thành vết nứt và độ co ngót của vật đúc.
Thuật toán tính toán Carbon Tương Đương (C++)
Dưới đây là một đoạn code C++ (chuẩn C++17) giúp các kỹ sư vật liệu nhanh chóng xác định loại gang dựa trên thành phần hóa học đầu vào.
#include <iostream>
#include <string>
#include <iomanip>
/
@brief Class đại diện cho vật liệu Gang
Dùng để phân tích Carbon Equivalent (CE) và dự đoán tính chất đúc.
/
class CastIron {
private:
double carbon;
double silicon;
double phosphorus;
public:
CastIron(double c, double si, double p) : carbon(c), silicon(si), phosphorus(p) {}
// Tính toán Carbon Equivalent (CE)
double calculateCE() const {
return carbon + (silicon + phosphorus) / 3.0;
}
// Phân loại gang dựa trên điểm cùng tinh (4.3%)
std::string classifyByEutectic() const {
double ce = calculateCE();
if (ce < 4.25) return "Gang truoc cung tinh (Hypoeutectic)";
if (ce > 4.35) return "Gang sau cung tinh (Hypereutectic)";
return "Gang cung tinh (Eutectic)";
}
void displayReport() const {
std::cout << "--- BAO CAO PHAN TICH VAT LIEU ---" << std::endl;
std::cout << "Ham luong C: " << carbon << "%" << std::endl;
std::cout << "Chi so CE: " << std::fixed << std::setprecision(2) << calculateCE() << std::endl;
std::cout << "Phan loai: " << classifyByEutectic() << std::endl;
}
};
int main() {
// Vi du: Nhap lieu cho gang xam tieu chuan
// C=3.2%, Si=2.1%, P=0.1%
CastIron sample1(3.2, 2.1, 0.1);
sample1.displayReport();
return 0;
}Input mẫu: Carbon = 3.2, Silicon = 2.1, Phosphorus = 0.1.
Output mẫu: CE = 3.93, Phân loại: Gang trước cùng tinh (Hypoeutectic).
Vai Trò Của Các Nguyên Tố Hợp Kim Khác
Mặc dù hàm lượng c trong gang là then chốt, nhưng sự tương tác với các nguyên tố khác sẽ quyết định liệu hợp kim sẽ trở thành gang trắng hay gang xám:
- Silic (1.5% – 3%): Là nguyên tố thúc đẩy graphit hóa mạnh nhất. Nếu tăng Si, carbon sẽ tách khỏi liên kết Fe3C để tạo thành graphit. Do đó, muốn có gang xám, ta phải tăng đồng thời cả hàm lượng c trong gang và Silic.
- Mangan (0.5% – 1%): Cản trở quá trình tạo graphit và thúc đẩy tạo xêmentit. Nó giúp tăng độ bền kẽ, chống mài mòn nhưng nếu quá cao sẽ gây giòn.
- Lưu huỳnh (S): Một tạp chất có hại. S làm giảm độ chảy loãng và gây ra hiện tượng “bở nóng”. Hàm lượng S thường phải khống chế dưới 0,1%.
- Phốt pho (P): Tăng độ chảy loãng đáng kể nhưng làm tăng tính giòn. Trong đúc tượng nghệ thuật, P có thể lên tới 1.2%, nhưng chi tiết máy quan trọng phải dưới 0.1%.
Ảnh hưởng của Tốc Độ Nguội Đến Cấu Trúc Gang
Một sự thật thú vị trong luyện kim là với cùng một hàm lượng c trong gang, bạn có thể tạo ra hai loại vật liệu khác hẳn nhau chỉ bằng cách thay đổi tốc độ làm nguội.
Khi làm nguội cực nhanh (đúc trong khuôn kim loại), carbon không kịp tách ra thành graphit, dẫn đến sự hình thành gang trắng ở lớp bề mặt. Hiện tượng này gọi là “biến trắng”. Ngược lại, khi làm nguội chậm (đúc trong khuôn cát), quá trình graphit hóa diễn ra hoàn toàn, tạo ra gang xám có cấu trúc ổn định.
Trong các dự án thực tế, các chuyên gia thường sử dụng phần mềm mô phỏng nhiệt (như ProCAST hoặc MagmaSoft) để trace quá trình đông đặc. Nếu tốc độ nguội tại một vị trí vượt quá ngưỡng giới hạn, chi tiết đó sẽ bị cứng cục bộ, rất khó gia công cơ khí bằng dao tiện hoặc mũi khoan.
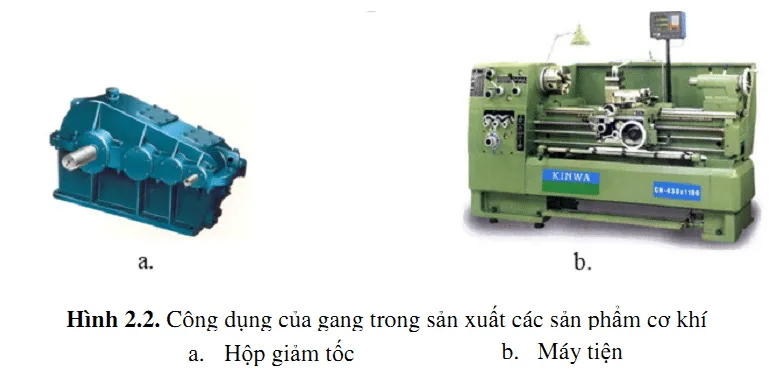 Chi tiết máy được chế tạo từ gang có độ bền caoHình 2: Các chi tiết có hình dạng phức tạp như thân máy, bánh răng thường yêu cầu kiểm soát chặt chẽ tỷ lệ carbon.
Chi tiết máy được chế tạo từ gang có độ bền caoHình 2: Các chi tiết có hình dạng phức tạp như thân máy, bánh răng thường yêu cầu kiểm soát chặt chẽ tỷ lệ carbon.
Ứng Dụng Kỹ Thuật Và Lựa Chọn Vật Liệu
Việc xác định hàm lượng c trong gang phù hợp tùy thuộc vào mục đích sử dụng của chi tiết:
- Thân máy, bệ máy công cụ: Thường dùng gang xám (Grade ISO 185) với hàm lượng Carbon tương đối cao để tận dụng khả năng triệt tiêu rung động.
- Trục khuỷu, thanh truyền: Ưu tiên gang cầu (Ductile Iron) vì độ bền và độ dẻo dai tương đương thép carbon nhưng chi phí đúc rẻ hơn.
- Chi tiết chịu mài mòn (Má phanh, bi nghiền): Gang trắng với hàm lượng c trong gang ở mức cao đồng thời bổ sung thêm Crôm (Cr) để tối đa hóa độ cứng.
Một “pitfall” phổ biến mà các kỹ sư mới vào nghề hay mắc phải là cố gắng tăng C để tăng độ chảy loãng nhưng lại quên mất rằng điều này sẽ làm giảm đáng kể khả năng chịu tải va đập. Trong thiết kế hiện đại, người ta thường hướng tới việc sử dụng gang cầu với CE tối ưu để cân bằng giữa tính đúc và tính cơ học.
Phân Tích Độ Phức Tạp Thuật Toán Mô Phỏng Đông Đặc
Trong lĩnh vực Phần mềm Mô phỏng Vật liệu (Computational Materials Science), việc tính toán sự phân bố của hàm lượng c trong gang trong quá trình đông đặc tuân theo phương trình khuếch tán Fick:
$$frac{partial C}{partial t} = D nabla^2 C$$
Nếu giải bài toán này bằng phương pháp Sai phân hữu hạn (Finite Difference Method – FDM), độ phức tạp thời gian thường là $O(N^3 times T)$ với $N$ là số lưới không gian và $T$ là số bước thời gian. Đối với các chi tiết lớn như block động cơ, việc tối ưu hóa thuật toán bằng tính toán song song (CUDA/OpenCL) là bắt buộc để đảm bảo kết quả có thể sử dụng được trong quy trình sản xuất thực tế.
| Loại Gang | Hàm lượng C (%) | Dạng Graphit | Tính chất đặc trưng |
|---|---|---|---|
| Gang Xám | 2.8 – 3.5 | Tấm (Vảy) | Giảm chấn tốt, dễ gia công |
| Gang Cầu | 3.0 – 4.0 | Hình cầu | Độ bền kéo cao, dẻo dai |
| Gang Trắng | 2.0 – 3.5 | Không có (Fe3C) | Cực cứng, chịu mài mòn |
| Gang Dẻo | 2.2 – 2.8 | Cụm bông | Chịu va đập, dễ rèn nhẹ |
Thông qua bảng so sánh trên, ta thấy hàm lượng c trong gang không chỉ là một con số hóa học, mà là biến số quyết định toàn bộ vòng đời của sản phẩm từ trên bản vẽ thiết kế đến khi vận hành trong nhà máy.
Việc kiểm soát chặt chẽ hàm lượng c trong gang kết hợp với công nghệ đúc hiện đại sẽ giúp doanh nghiệp giảm thiểu phế phẩm và nâng cao chất lượng sản phẩm. Hy vọng những kiến thức chuyên sâu này từ Thư Viện CNTT sẽ hỗ trợ bạn trong việc học tập và ứng dụng thực tiễn ngành vật liệu.
Cập nhật lần cuối 03/03/2026 by Hiếu IT