Việc tự chế tạo cáp lập trình plc delta không chỉ giúp kỹ sư tự động hóa tiết kiệm chi phí mà còn là giải pháp xử lý tình huống khẩn cấp khi thiết bị chính hãng gặp sự cố. Bài viết này cung cấp hướng dẫn kỹ thuật chi tiết về sơ đồ đấu nối, kỹ thuật hàn chuyên sâu và cách cấu hình phần mềm kết nối cho các dòng PLC Delta DVP Series phổ biến hiện nay.
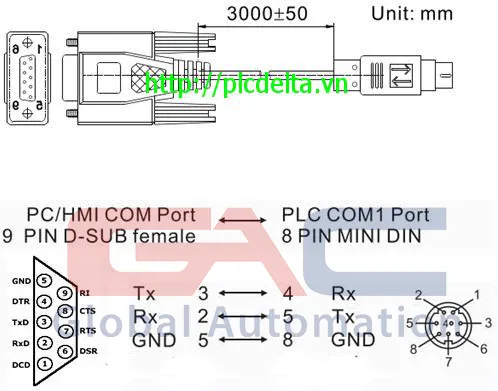 Hướng dẫn tự làm dây cáp lập trình PLC DeltaHình 1: Sơ đồ chi tiết các chân tín hiệu kết nối giữa đầu DB9 và Mini DIN 8 Pin.
Hướng dẫn tự làm dây cáp lập trình PLC DeltaHình 1: Sơ đồ chi tiết các chân tín hiệu kết nối giữa đầu DB9 và Mini DIN 8 Pin.
Tại sao nên tự làm cáp lập trình PLC Delta?
Trong môi trường công nghiệp, việc sở hữu một sợi cáp lập trình plc delta tự chế mang lại nhiều lợi ích thực tế cho người làm kỹ thuật. Hầu hết các dòng PLC Delta như DVP-SS2, DVP-EX2, hay DVP-ES2 đều sử dụng chuẩn giao tiếp RS232 thông qua cổng tròn Mini DIN 8 chân. Khác với các hãng như Siemens hay Allen-Bradley thường sử dụng cáp chuyển đổi phức tạp (có chứa chip chuyển đổi bên trong), Delta cho phép kết nối trực tiếp các chân tín hiệu RX, TX và GND từ cổng COM của máy tính tới PLC.
Điều này có nghĩa là bạn chỉ cần các linh kiện cơ bản và kỹ năng hàn mạch phổ thông để tạo ra một sợi cáp chất lượng tương đương với hàng chính hãng. Việc tự làm cáp còn giúp bạn chủ động về độ dài dây dẫn, đặc biệt hữu ích khi tủ điện đặt ở vị trí khó tiếp cận. Hơn nữa, hiểu rõ sơ đồ đấu nối giúp bạn dễ dàng debug các lỗi truyền thông do đứt dây hoặc lỏng chân kết nối trong quá trình vận hành hệ thống.
Nguyên lý truyền thông RS232 trên PLC Delta
Trước khi bắt tay vào thực hiện, chuyên gia cần nắm vững nguyên lý giao tiếp. PLC Delta sử dụng giao thức RS232 protocol để Download/Upload chương trình. Chuẩn này hoạt động dựa trên sự chênh lệch điện áp giữa các chân tín hiệu và chân đất Common (GND).
Trong cấu hình cáp lập trình plc delta, chúng ta sử dụng kiểu kết nối “Null Modem” tối giản chỉ với 3 dây dẫn. Tín hiệu truyền từ máy tính (Transmit – TX) phải đi vào chân nhận của PLC (Receive – RX) và ngược lại. Nếu bạn đấu nối thẳng (TX-TX, RX-RX), việc truyền nhận dữ liệu sẽ hoàn toàn thất bại. Ngoài ra, việc duy trì một chân GND chung là bắt buộc để ổn định mức logic điện áp truyền dẫn.
Vật tư cần thiết để chế tạo cáp chất lượng cao
Để đạt được chất lượng tín hiệu tốt nhất, tránh nhiễu EMI trong môi trường nhà máy, bạn cần chuẩn bị các linh kiện đạt chuẩn kỹ thuật sau:
Đầu nối DB9 Female cho phía máy tính
Đây là loại DB9 connector loại cái (Female) với 9 chân cắm. Bạn nên chọn loại đầu hàn có vỏ nhựa hoặc vỏ kim loại để bảo vệ mối hàn. Nếu máy tính hiện đại của bạn không có cổng COM vật lý, bạn sẽ cần thêm một cáp chuyển đổi USB to RS232 (như chip CH340 hoặc FTDI) để kết nối với đầu DB9 này.
 Cổng COM DB-9 FemaleHình 2: Mặt trước và mặt sau của đầu nối DB9 Female dùng để hàn dây tín hiệu.
Cổng COM DB-9 FemaleHình 2: Mặt trước và mặt sau của đầu nối DB9 Female dùng để hàn dây tín hiệu.
Đầu Mini DIN 8 Pin cho phía PLC
Đây là linh kiện quan trọng nhất của cáp lập trình plc delta. Đầu Mini DIN 8 loại đực (Male) có kích thước nhỏ, các chân rất sát nhau nên yêu cầu kỹ thuật hàn phải cực kỳ tỉ mỉ. Hãy đảm bảo bạn mua đúng loại 8 chân tròn, tránh nhầm lẫn với các loại đầu Mini DIN 4 hoặc 6 chân thường thấy trên các thiết bị ngoại vi cũ.
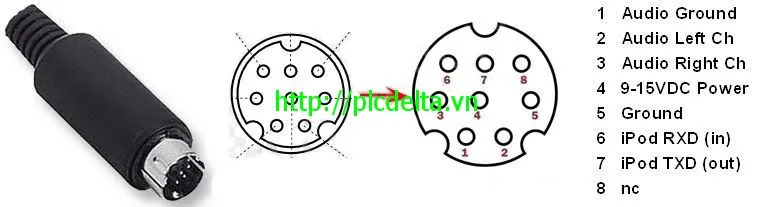 Cổng tròn 8 chân Mini DINHình 3: Cấu trúc chân cắm của đầu Mini DIN 8 Pin tương thích với cổng COM1 trên PLC Delta.
Cổng tròn 8 chân Mini DINHình 3: Cấu trúc chân cắm của đầu Mini DIN 8 Pin tương thích với cổng COM1 trên PLC Delta.
Dây dẫn tín hiệu chất lượng cao
Chúng tôi khuyến cáo sử dụng loại cáp xoắn đôi (Twisted Pair) có lớp chống nhiễu (Shielded). Lớp lưới kim loại bao quanh lõi dây sẽ giúp triệt tiêu nhiễu từ các thiết bị công suất lớn như biến tần hay động cơ xung quanh. Tiết diện dây tối ưu là khoảng 22-24 AWG để đảm bảo độ bền cơ học và khả năng dẫn điện tốt.
 Cáp tín hiệu chống nhiễu chuyên dụngHình 4: Cấu tạo dây cáp nhiều lõi có lớp vỏ bọc bạc và lưới đồng chống nhiễu EMI.
Cáp tín hiệu chống nhiễu chuyên dụngHình 4: Cấu tạo dây cáp nhiều lõi có lớp vỏ bọc bạc và lưới đồng chống nhiễu EMI.
Sơ đồ đấu nối chi tiết cáp lập trình PLC Delta
Dưới đây là bảng ánh xạ chân (Pinout mapping) chuẩn nhất cho các dòng Delta DVP. Việc đấu sai chân có thể không làm hỏng PLC ngay lập tức nhưng sẽ khiến phần mềm không thể tìm thấy thiết bị.
| Phía Máy Tính (DB9 Female) | Phía PLC (Mini DIN 8 Pin) | Chức năng tín hiệu |
|---|---|---|
| Chân số 2 (RX) | Chân số 2 (TX) | Nhận dữ liệu từ PLC |
| Chân số 3 (TX) | Chân số 1 (RX) | Truyền dữ liệu tới PLC |
| Chân số 5 (GND) | Chân số 5 (GND) | Chân Mass chung (Ground) |
Trong cấu trúc cáp lập trình plc delta, bạn lưu ý chỉ cần 3 dây này là đủ. Các chân còn lại trên đầu DB9 (như 1, 4, 6, 7, 8, 9) và trên đầu Mini DIN (3, 4, 6, 7, 8) có thể bỏ trống. Đặc biệt, lớp lưới chống nhiễu nên được hàn vào lớp vỏ kim loại của đầu DB9 để tăng hiệu quả thoát nhiễu.
Kỹ thuật hàn và kiểm tra mối nối thực tế
Khi bắt đầu hàn cáp lập trình plc delta, hãy tuân thủ quy tắc “Hàn nhanh – Mối ngấu”. Do chân Mini DIN 8 rất nhỏ và vỏ nhựa dễ nóng chảy, bạn nên phủ một lớp thiếc mỏng lên cả đầu dây và chân hàn trước khi kết nối chúng lại với nhau. Sử dụng mỏ hàn xung hoặc mỏ hàn thiếc có chỉnh nhiệt độ ở mức 350°C là lý tưởng.
Sau khi hàn xong, sử dụng đồng hồ vạn năng (VOM) ở chế độ đo thông mạch để kiểm tra. Đảm bảo:
- Chân 2 DB9 thông với chân 2 Mini DIN.
- Chân 3 DB9 thông với chân 1 Mini DIN.
- Chân 5 DB9 thông với chân 5 Mini DIN.
- KHÔNG có sự chạm chập giữa các chân kề nhau (đặc biệt là chân 1 và 2 trên đầu Mini DIN).
Một “tip” nhỏ từ kinh nghiệm thực tế: Sau khi đo kiểm ổn định, bạn nên dùng súng bắn keo nến phủ kín các mối hàn trước khi đóng vỏ nhựa. Việc này giúp cố định dây, tránh tình trạng đứt ngầm do rung lắc khi cắm rút cáp lập trình plc delta nhiều lần.
Cấu hình phần mềm WPLSoft và ISPSoft để kết nối
Khi đã có sợi cáp lập trình plc delta hoàn chỉnh, bước tiếp theo là cấu hình giao tiếp trên máy tính. Delta cung cấp hai phần mềm chính là WPLSoft (cho các dự án nhỏ, đơn giản) và ISPSoft (cho các dự án phức tạp, hỗ trợ IEC 61131-3).
Quy trình thiết lập như sau:
- Cắm cáp vào PLC và máy tính, cấp nguồn cho PLC.
- Mở “Device Manager” trên Windows để kiểm tra số thứ tự cổng COM (ví dụ: COM3).
- Trong WPLSoft, vào menu
Options->Communication Setting. - Chọn đúng
COM Port, setBaud Ratethường là 9600 hoặc 19200 (mặc định của PLC Delta là 7, E, 1, 9600, ASCII). - Nhấn nút
Auto-Detect. Nếu hiện thông báo “Find PLC…”, nghĩa là sợi cáp lập trình plc delta bạn vừa làm đã hoạt động hoàn hảo.
Nếu bạn đang phát triển ứng dụng tùy chỉnh bằng Python để đọc dữ liệu từ PLC qua sợi cáp này, bạn có thể sử dụng thư viện pyserial. Dưới đây là đoạn code mẫu để kiểm tra trạng thái kết nối:
import serial import time # Cấu hình thông số mặc định của PLC Delta DVP # Cáp lập trình PLC Delta kết nối qua COM3 (thay đổi tùy máy) def test_plc_connection(port_name): try: plc = serial.Serial( port=port_name, baudrate=9600, bytesize=serial.SEVENBITS, parity=serial.PARITY_EVEN, stopbits=serial.STOPBITS_ONE, timeout=1 ) if plc.is_open: print(f"Successfully connected to {port_name}") # Gửi lệnh đọc cơ bản theo chuẩn Modbus ASCII # Read Station ID (ví dụ) plc.write(b':010300000001FBrn') response = plc.readline() print(f"PLC Response: {response}") plc.close() except Exception as e: print(f"Connection failed: {str(e)}") if __name__ == "__main__": test_plc_connection('COM3')Lưu ý: Đoạn code trên thực hiện giao tiếp Modbus ASCII cơ bản để xác thực tín hiệu vật lý của cáp.
Khắc phục các lỗi thường gặp khi sử dụng cáp tự chế
Trong quá trình sử dụng cáp lập trình plc delta tự làm, bạn có thể gặp một số vấn đề phổ biến. Dưới đây là bảng tra cứu nhanh nguyên nhân và cách xử lý:
| Triệu chứng | Nguyên nhân có thể | Giải pháp khắc phục |
|---|---|---|
| Báo lỗi “Communication Error” | Đảo lộn chân RX (1) và TX (2) | Kiểm tra lại sơ đồ và hàn lại đúng chân 2-2, 3-1 |
| Lúc nhận lúc không | Mối hàn bị “lạnh” (cold joint) | Hàn lại mối hàn bằng thiếc có nhựa thông tốt |
| Tìm được PLC nhưng Load code lỗi | Nhiễu điện từ môi trường | Dùng dây bọc kim hoặc gắn thêm vòng khử nhiễu (Ferrite core) |
| Không thấy cổng COM trong phần mềm | Driver USB-RS232 chưa cài | Cài đặt driver phù hợp (CH340/PL2303) |
Một lỗi “ngớ ngẩn” mà ngay cả các kỹ sư lâu năm cũng hay mắc phải là chưa gạt Switch trên PLC sang chế độ “RUN” hoặc “STOP” phù hợp, hoặc cổng COM đang bị chiếm dụng bởi một phần mềm khác (như Grabber hoặc Serial Monitor). Hãy đảm bảo tắt các ứng dụng chiếm dụng cổng trước khi mở WPLSoft.
Lưu ý về các loại cáp chuyển đổi USB sang RS232
Hầu hết laptop hiện nay không còn cổng DB9 9 chân. Vì vậy, sợi cáp lập trình plc delta của bạn sẽ phải cắm qua một bộ chuyển đổi USB TO SERIAL. Trên thị trường có rất nhiều loại, nhưng không phải loại nào cũng hoạt động ổn định với PLC công nghiệp.
Dòng chip FTDI và CP2102 được đánh giá cao nhất về độ ổn định và khả năng chịu điện áp nhiễu. Các loại cáp rẻ tiền dùng chip HL-340 thường gây lỗi màn hình xanh (BSOD) trên Windows 10/11 hoặc bị mất kết nối giữa chừng khi đang đổ chương trình. Khi sử dụng bộ chuyển đổi, hãy chắc chắn rằng bạn đã thiết lập chế độ FIFO Buffers trong Advanced Settings của Driver về mức thấp nhất để tăng tính tương thích với cáp lập trình plc delta.
Kết luận
Việc tự chế tạo cáp lập trình plc delta theo chuẩn RS232 là một kỹ năng thiết yếu giúp bạn làm chủ thiết bị và tối ưu hóa chi phí vận hành. Bằng cách tuân thủ đúng sơ đồ đấu nối 1-3, 2-2, 5-5 và sử dụng dây dẫn có lớp chống nhiễu, bạn hoàn toàn có thể tạo ra một công cụ lập trình mạnh mẽ và tin cậy cho mọi dự án tự động hóa. Hãy luôn kiểm tra kỹ các mối hàn và cấu hình phần mềm đúng tham số để đảm bảo luồng dữ liệu thông suốt giữa PC và PLC. Cáp lập trình PLC Delta chất lượng là khởi đầu cho một hệ thống điều khiển ổn định.
Tham khảo thêm tại: Delta Electronics Documentation, [WPLSoft User Manual], [RS232 Standard Specifications].
Cập nhật lần cuối 04/03/2026 by Hiếu IT