Lập trình plc mitsubishi điều khiển step motor là giải pháp cốt lõi trong tự động hóa máy móc yêu cầu độ chính xác cao. Dòng PLC Mitsubishi, đặc biệt là FX3U và FX5U, nổi tiếng với khả năng phát xung tốc độ cao ổn định và tập lệnh điều khiển vị trí mạnh mẽ. Việc làm chủ kỹ thuật lập trình plc mitsubishi điều khiển step motor không chỉ giúp tối ưu hóa chuyển động mà còn đảm bảo độ bền cho hệ thống cơ điện tử. Trong bài viết này, chúng ta sẽ phân tích chuyên sâu từ sơ đồ đấu nối, tập lệnh phát xung đến các kinh nghiệm debug thực tế từ chuyên gia.
1. Nguyên lý phát xung PTO trong PLC Mitsubishi
Trong hệ thống điều khiển vị trí, PLC đóng vai trò là bộ phát xung (Master). Nguyên lý cơ bản của việc lập trình plc mitsubishi điều khiển step motor dựa trên công nghệ phát chuỗi xung PTO (Pulse Train Output).
Mỗi xung gửi từ PLC đến Driver của động cơ bước tương ứng với một góc quay nhất định (Step Angle). Để điều khiển được động cơ, PLC Mitsubishi phải sử dụng các ngõ ra kiểu Transistor (kí hiệu là MT). Các dòng ngõ ra Relay (MR) hoàn toàn không phù hợp để phát xung tốc độ cao do giới hạn về tần số đóng cắt vật lý và tuổi thọ cơ khí.
Thông thường, PLC Mitsubishi FX3U hỗ trợ phát xung trên các cổng Y0, Y1, Y2 với tần số lên tới 100kHz. Khi thực hiện lập trình plc mitsubishi điều khiển step motor, số lượng xung sẽ quyết định quãng đường di chuyển (vị trí), trong khi tần số xung (số xung/giây) sẽ quyết định vận tốc của động cơ.
2. Sơ đồ đấu nối PLC Mitsubishi với Driver Step Motor
Việc đấu nối sai là nguyên nhân hàng đầu gây cháy ngõ ra PLC hoặc làm nhiễu tín hiệu. PLC Mitsubishi dòng FX thường sử dụng kiểu ngõ ra Sink (NPN – kích âm).
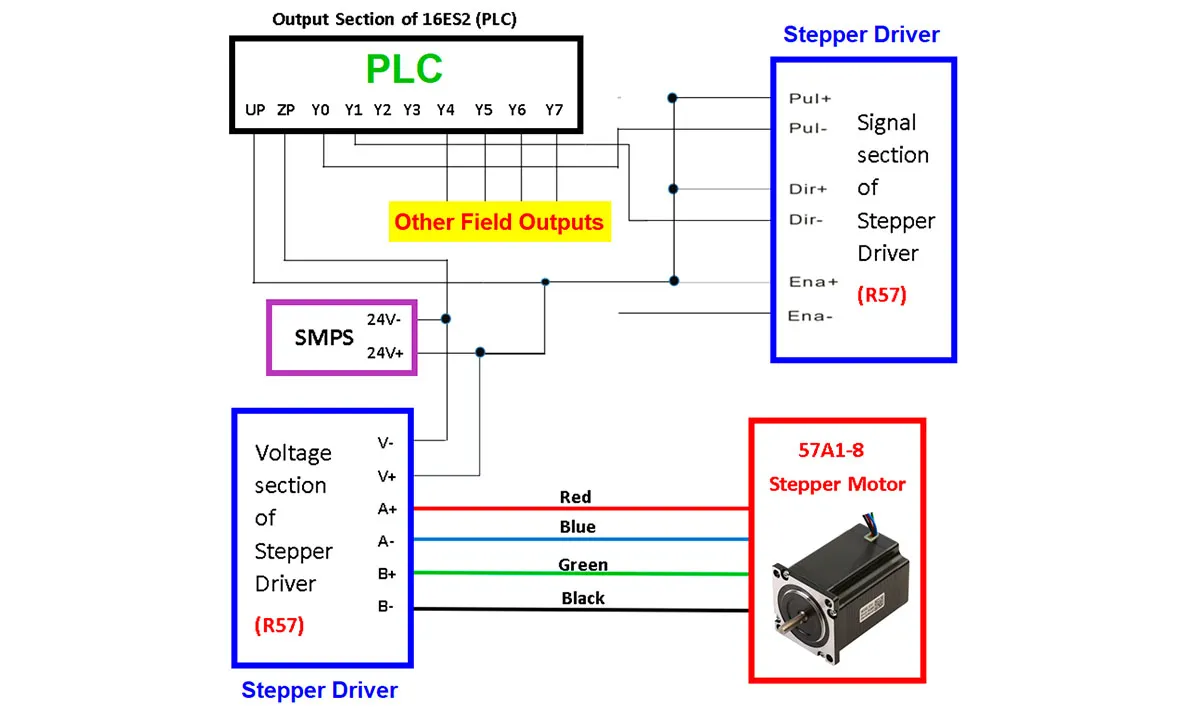 Sơ đồ kết nối PLC Mitsubishi điều khiển động cơ bướcSơ đồ nguyên lý kết nối chân phát xung Y0 và chân hướng Y1 từ PLC Mitsubishi đến Driver Step.
Sơ đồ kết nối PLC Mitsubishi điều khiển động cơ bướcSơ đồ nguyên lý kết nối chân phát xung Y0 và chân hướng Y1 từ PLC Mitsubishi đến Driver Step.
Dưới đây là bảng đấu nối chuẩn cho dòng FX3U:
| Chân PLC | Chân Driver Step | Chức năng | Ghi chú |
|---|---|---|---|
| Y0 | PUL- (hoặc Pulse) | Phát xung tốc độ cao | Quyết định vị trí/tốc độ |
| Y1 | DIR- (hoặc Sign) | Điều khiển chiều quay | ON: Nghịch, OFF: Thuận |
| 24V DC | PUL+ và DIR+ | Nguồn nuôi tín hiệu | Cần trở 2k2 $Omega$ nếu Driver dùng 5V |
| COM0/COM1 | 0V DC | Chân chung ngõ ra | Nối với cực âm bộ nguồn |
Lưu ý kỹ thuật: Nếu Driver step chỉ nhận tín hiệu 5V, bạn bắt buộc phải lắp thêm điện trở hạn dòng 2.2k $Omega$ nối tiếp trên đường tín hiệu 24V từ PLC. Nếu không, dòng điện cao sẽ làm hỏng Optocoupler bên trong Driver.
3. Các tập lệnh lập trình plc mitsubishi điều khiển step motor chuyên dụng
Mitsubishi cung cấp một hệ thống lệnh phong phú. Tùy vào yêu cầu về độ phức tạp của quỹ đạo chuyển động, bạn sẽ chọn lệnh phù hợp.
Lệnh PLSY (Pulse Y) – Phát xung đơn giản
Lệnh này dùng để phát một số lượng xung nhất định với tần số không đổi. Nhược điểm là không có dốc tăng/giảm tốc, dễ gây hiện tượng “mất bước” nếu động cơ khởi động ở tốc độ cao.
- Cấu trúc:
PLSY [S1] [S2] [D] - [S1]: Tần số xung (Hz).
- [S2]: Số lượng xung cần phát.
- [D]: Ngõ ra phát xung (Y0, Y1…).
Lệnh PLSR (Pulse Ramp) – Phát xung có tăng giảm tốc
Đây là lệnh nâng cao hơn giúp bảo vệ cơ cấu cơ khí. Khi lập trình plc mitsubishi điều khiển step motor bằng PLSR, PLC tự động tính toán đường cong gia tốc.
- Cấu trúc:
PLSR [S1] [S2] [S3] [D] - [S3]: Thời gian tăng/giảm tốc (ms).
Lệnh DRVI (Drive to Increment) – Điều khiển vị trí tương đối
Dùng để di chuyển động cơ đi một khoảng cách tính từ vị trí hiện tại. Đây là lệnh phổ biến nhất trong các bài toán cấp phôi tự động.
- Cấu trúc:
DRVI [S1] [S2] [D1] [D2] - [S1]: Số xung tương đối.
- [S2]: Tần số xung.
- [D1]: Ngõ ra phát xung (Y).
- [D2]: Ngõ ra chỉ hướng (Y).
4. Code mẫu lập trình plc mitsubishi điều khiển step motor (GX Works2)
Dưới đây là đoạn mã Ladder Logic mẫu cho PLC Mitsubishi FX3U (Version 3.10+) để thực hiện một chu trình: Về Home -> Chạy JOG -> Chạy vị trí chính xác.
// 1. Lệnh Homing (Đưa máy về vị trí gốc) // Khi nhấn X0, động cơ quay ngược tìm cảm biến Limit X2 LD X0 ANI X2 DSZR Y0 Y1 // 2. Lệnh JOG (Di chuyển thủ công để căn chỉnh) // Nhấn X1 để quay thuận ở tốc độ 1000Hz LD X1 PLSY K1000 K0 Y0 // 3. Điều khiển vị trí chính xác (Relative Positioning) // Di chuyển 10.000 xung với vận tốc 5.000Hz khi X3 ON LD X3 DRVI K10000 K5000 Y0 Y1 // 4. Theo dõi vị trí hiện tại // Giá trị vị trí thực tế được lưu vào thanh ghi kép D8140 LD M8000 DMOV D8140 D100Giải thích logic:
D8140là thanh ghi đặc biệt lưu trữ số xung đã phát của ngõ Y0.- Lệnh
DRVItự động điều khiển cả chân phát xung (Y0) và chân hướng (Y1), giúp giản lược hóa việc xử lý logic chiều quay.
5. Tính toán thông số kỹ thuật (Physics & Math)
Để lập trình plc mitsubishi điều khiển step motor chạy đúng kích thước thực tế (mm), bạn cần tính toán tỷ lệ xung thông qua công thức sau:
$$Resolution (pulse/mm) = frac{Steps_per_Revolution times Microstep}{Pitch}$$
Trong đó:
- Steps_per_Revolution: Thường là 200 (1.8 độ/bước).
- Microstep: Hệ số vi bước cài trên Driver (1/2, 1/4, 1/10…).
- Pitch: Bước ren vít me (mm/vòng).
Ví dụ: Vít me bước 5mm, Driver cài vi bước 10. Để chạy 50mm cần phát: $50 times (frac{200 times 10}{5}) = 20,000$ xung.
6. Các thanh ghi đặc biệt hỗ trợ điều khiển vị trí
Trong quá trình lập trình plc mitsubishi điều khiển step motor, việc giám sát các thanh ghi hệ thống (Special M và Special D) là bắt buộc để xử lý các điều kiện an toàn:
- M8029: Pulse Output Complete. Cờ này sẽ ON khi lệnh phát xung (như PLSY, DRVI) hoàn thành. Rất quan trọng để chuyển sang bước tiếp theo trong lập trình plc mitsubishi điều khiển step motor.
- M8147: Y0 Pulse Output Monitor. Cờ này ON khi Y0 đang phát xung. Dùng để khóa chéo (Interlock) không cho các lệnh khác can thiệp khi động cơ đang quay.
- D8140 (D8141): Current Feed Value của Y0 (32-bit). Lưu vị trí hiện tại của trục.
- D8142 (D8143): Current Feed Value của Y1.
7. Phân tích Edge Case và Pitfalls thường gặp
Dựa trên kinh nghiệm triển khai hàng trăm dự án, dưới đây là những sai lầm mà lập trình viên thường mắc phải khi lập trình plc mitsubishi điều khiển step motor:
- Bỏ qua dốc tăng giảm tốc (Ramp): Với các tải nặng (inertia lớn), việc dùng lệnh
PLSYở tần số cao sẽ làm động cơ kêu “rít” và không quay (stall). Luôn ưu tiên dùngPLSRhoặc các lệnh định vị. - Nhiễu tín hiệu: Xung tốc độ cao cực kỳ nhạy cảm với nhiễu điện từ từ biến tần. Kinh nghiệm debug: Sử dụng cáp xoắn đôi có bọc kim (Shielded twisted pair) cho đường xung và nối đất (GND) một đầu duy nhất tại tủ điện.
- Tràn thanh ghi: Thanh ghi vị trí
D8140là thanh ghi 32-bit. Nếu bạn dùng lệnh 16-bit để truy xuất sẽ dẫn đến kết quả sai hoàn toàn. Hãy luôn dùng các tập lệnh có tiền tốD(nhưDMOV,DADD). - Xung đột lệnh: Không được gọi hai lệnh phát xung cùng lúc cho cùng một ngõ ra (ví dụ đồng thời gọi
PLSYvàDRVIcho Y0). Điều này sẽ khiến PLC báo lỗi Error 6706 (Special instruction conflict).
8. Tối ưu hóa hiệu năng hệ thống định vị
Để đạt chuẩn “Highest Quality” trong lập trình plc mitsubishi điều khiển step motor, bạn nên áp dụng kỹ thuật S-Curve Acceleration. Thay vì dùng dốc thang (Trapezoidal) cứng nhắc, S-Curve giúp giảm rung động ở giai đoạn bắt đầu và kết thúc chuyển động.
Trên các dòng PLC cũ như FX3U, bạn phải tự viết thuật toán chia nhỏ tần số để tạo đường cong S. Tuy nhiên, với dòng FX5U (iQ-F), bạn chỉ cần cấu hình trong phần Simple Motion Module của phần mềm GX Works3. Điều này giúp nâng cao độ chính xác lên mức micromet mà không mất quá nhiều thời gian viết code thủ công.
9. Ứng dụng thực tế của PLC Mitsubishi và Step Motor
Kỹ thuật lập trình plc mitsubishi điều khiển step motor được ứng dụng rộng rãi trong:
- Máy cắt bao bì: Yêu cầu độ dài cắt chính xác tuyệt đối.
- Cánh tay Robot 3 trục: Sử dụng FX3U điều khiển 3 bộ Driver step cho các trục X, Y, Z.
- Máy dán nhãn: Điều khiển tốc độ step đồng bộ với tốc độ băng tải qua Encoder.
- Hệ thống phiễu rung cấp liệu: Điều chỉnh biên độ và tần số rung thông qua số lượng xung.
Việc hiểu sâu về lập trình plc mitsubishi điều khiển step motor không chỉ dừng lại ở việc biết lệnh mà còn là khả năng tối ưu hóa phần cứng và xử lý nhiễu công nghiệp. Những dòng PLC như FX5U hiện nay đang dần thay thế FX3U với khả năng hỗ trợ truyền thông CC-Link IE Field Basic, cho phép điều khiển Driver Step qua mạng, giảm thiểu tối đa hệ thống dây nhợ phức tạp và đòi hỏi các kỹ sư phải trang bị thêm nền tảng kiến thức về mạng máy tính.
Hy vọng kiến thức chuyên sâu về lập trình plc mitsubishi điều khiển step motor này sẽ giúp bạn xây dựng những hệ thống tự động hóa tin cậy. Nếu bạn đang bắt đầu với một dự án mới, hãy thử mô phỏng trên GX Works2 trước khi nạp xuống thiết bị thực để đảm bảo các thanh ghi vị trí hoạt động đúng như tính toán. Thư Viện CNTT sẽ tiếp tục cập nhật các hướng dẫn nâng cao về điều khiển Servo bằng PLC trong các bài viết tiếp theo.
Tham khảo thêm:
- Mitsubishi Electric Automation – FX3U Series Programming Manual.
- IEC 61131-3 Standard for Programmable Controllers.
Cập nhật lần cuối 03/03/2026 by Hiếu IT